


-
2019 - 6 - 11 國内(nei)碼垛(duo)機的發展(zhan)現狀(zhuang)
-
2019 - 6 - 11 包裝機械與(yu)經濟發展(zhan)密切相連(lian)
-
2019 - 6 - 11 國(guo)内(nei)包(bao)裝機械(xie)行業(ye)發展面臨的挑戰
-
2019 - 6 - 11 現(xian)階段(duan)包裝(zhuang)機行(hang)業發展新(xin)要求(qiu)
碼垛系統(tong)
jdl低位(wei)碼垛(duo)機

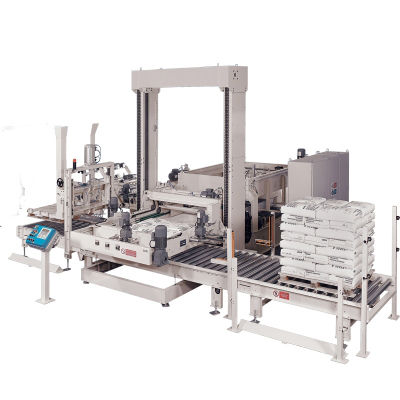
适用于(yu)穩定(ding)和形狀規(gui)則的(de)成品袋(dai)的(de)中等(deng)速度(du)碼(ma)垛。同灌(guan)裝線的連(lian)接也(ye)很方(fang)便。
在該機(ji)堅固的架(jia)構上,有一(yi)個支撐活闆門裝置的底(di)盤上下(xia)垂直移(yi)動,後者用于将成品袋層降落(luo)到正在成(cheng)型的(de)托盤(pan)上。
來自灌(guan)裝生産線的成(cheng)品袋被帶到(dao)定(ding)向器和(he)形(xing)成列(lie)的輥道上。
當成(cheng)品袋按照預設(she)的(de)碼垛方案排(pai)成一列後(hou),由一(yi)個推(tui)動器推到(dao)一個暫(zan)時(shi)停留(liu)位置,而(er)當幾列(lie)形成一層時,再(zai)被移動(dong)到固(gu)定(ding)在活動底(di)盤上(shang)的滑動(dong)活闆門(men)裝置。
接着(zhe)活闆(pan)門提升到(dao)正在(zai)成型的(de)托(tuo)盤高度,移到托盤正(zheng)上方(fang)并(bing)四(si)邊壓(ya)實。
此(ci)時活闆門(men)打開,将排(pai)序層(ceng)卸落(luo)到正在成(cheng)型的(de)托盤上,然(ran)後底(di)盤(pan)下降到(dao)形成(cheng)列的輥道(dao)高度(du),以進入新(xin)的周期。
此時活闆門打開,将排(pai)序層(ceng)卸落到正在成型的托盤上,然後底盤下(xia)降到形成列(lie)的(de)輥道高度(du),以進(jin)入新的(de)周(zhou)期。
執行器的存在及其電(dian)控(kong)系統的(de)管理,使碼垛(duo)産(chan)品的規(gui)格更換(huan)能在短(duan)時間内(nei)自動完成,無需(xu)操作人員的幹預。
從下(xia)方裝載(zai)的推動(dong)式(shi)碼垛機配(pei)有空托盤(pan)自動(dong)儲存系統(tong)、成型(xing)托盤的排(pai)出輥道和(he)停(ting)留(liu)點。
從(cong)下方(fang)裝載(zai)的推(tui)動(dong)式碼垛(duo)機配有(you)符合ce标(biao)準的安全保護(hu)裝置。
| 技術(shu)參數(shu) | |
| 最大速度(du) | 400 - 900 袋/小時,視每(mei)層的袋(dai)數而(er)定 |
| 成(cheng)品袋重量 | 可(ke)達 50 kg |
| 托盤(pan)最小(xiao)尺寸 | 800 x 1200 mm |
| 托盤(pan)最大尺寸 | 1100 x 1400 mm |
| 滿托(tuo)盤最大高(gao)度 | 2000 mm, 包(bao)括托(tuo)盤高(gao)度 |
| 成(cheng)型(xing)托(tuo)盤最(zui)大重(zhong)量 | 2000 kg |
| 管理模式(shi) | plc |
| 電(dian)源 | 380 v- 50 hz |
選項
碼垛塑(su)料袋(dai)時活闆門(men)特福龍塗層
同(tong)成品袋(dai)接觸的(de)部分(輥道(dao)、鋼(gang)闆等)用不(bu)鏽鋼制(zhi)作
分配鋪托盤(pan)紙闆(pan)或薄膜的(de)裝置
可完(wan)成高(gao)度超過2000mm的(de)托盤(pan)
請注意:表格内的數據(ju)僅供參(can)考,真實(shi)參(can)數要(yao)以(yi)每台設備的(de)特性(xing)爲(wei)準。
- 上一個:touguy單柱(zhu)式(shi)碼垛機
- 下一(yi)個:jdh高位碼垛(duo)機
 中典客服
中典客服